At present, the mainstream aluminum pots on the market are made by three processes, namely Die-cast aluminum pot, forged aluminum pot and Stretching aluminum pot . This article provides a detailed introduction to these three processes.
| Manufacturing Method | Raw Material | Forming Process | Typical Products | Advantages | Notes |
| Die-cast Aluminum Pot | Aluminum alloy ingots (Al-Si series) | High-pressure molten alloy injection | Non-stick or decorative pots | High precision, thin walls, complex shapes | Best for mass production of intricate designs |
| Forged Aluminum Pot | Pure aluminum / Aluminum alloy sheet | Stamping and stretching | Medium- to deep-sized pots, soup pots | Durable, uniform thickness, lightweight | Suitable for regular-shaped pots |
| Stretching Aluminum Pot | Aluminum blank (coil or plate) | Incremental deep drawing with annealing | Deep, seamless pots like milk pans, soup pots | Seamless body, smooth surface, structural stability | Ideal for deep or regular-shaped cookware |
1. Die-cast Aluminum Pot Manufacturing Process
Die-cast aluminum pot is a kind of kitchenware obtained by die-casting process, which melts the aluminum alloy liquid into the mold cavity under high pressure and then forms after cooling. Its process is rigorous and interlinked
1.1 Selection of Aluminum Alloy Materials
Aluminum cast aluminum pot commonly uses Al-Si series alloys (such as ADC12, A380), which have good fluidity, good formability, and certain strength and corrosion resistance, which can meet the use requirements of kitchenware.
The raw material is an aluminum alloy ingot, and the composition should be checked to meet the standard (such as silicon, copper, magnesium and other elements), so as to avoid excessive impurities affecting the quality of finished products.
1.2 Raw Material Pretreatment
Remove the oil, oxide scale and other impurities on the surface of aluminum alloy ingot to prevent the defects such as air hole and inclusions during die casting.
According to the furnace capacity, the aluminum alloy ingot is cut into a suitable size for melting.

1.3 Aluminum Alloy Melting
1.3.1 Molten Furnace Heating
Use an electric furnace, gas furnace or induction furnace to heat the aluminum alloy ingot to a molten state. The temperature is usually controlled at 650–720°C (the specific temperature is adjusted according to the alloy type).
1.3.2 Molten Liquid Insulation
The qualified molten aluminum is transferred to the insulation furnace to maintain a stable temperature and wait for die casting.

1.4 Die Preparation
1.4.1 Mold Design and Manufacture
The mold should be designed according to the shape and size of the aluminum pot (such as aperture, depth, wall thickness), usually composed of two parts: fixed mold and moving mold. There are pouring channels and exhaust grooves inside (to discharge air in the cavity and avoid bubbles in the die casting).
The mold material is mostly heat-resistant alloy steel (such as H13), which needs to be treated by heat treatment (quenching and tempering) to improve hardness and wear resistance.
1.4.2 Mold Preheating and Lubrication
The mold should be preheated to 150–300°C before die casting (to prevent the cold mold from contacting the high temperature aluminum melt and causing local cooling too fast, resulting in cracks).
1.5 Die Casting
1.5.1 Molding and Injection Molding
Start the die casting machine, the moving mold moves to the fixed mold and locks it, so that the molten aluminum is cooled and solidified under pressure.
1.5.2 Die Opening and Piece Picking
After the aluminum pot solidifies and forms, the moving mold is separated from the fixed mold (opening the mold), and the aluminum pot is pushed out of the cavity through the push mechanism to get the rough body.
The rough casting usually has a gate and flash (the excess aluminum material at the mold closure), which need to be processed later.

1.6 Post-processing
1.6.1 Remove Excess Material
Use a punch or hand tools to remove the gate and riser, and polish the flash and burrs to make the edge of the aluminum pot smooth.
1.6.2 Surface Treatment
(1) Grinding / Polishing
The inner and outer surfaces of aluminum pots are polished by tools such as grinding wheels and cloth wheels to make them smooth and flat and improve the appearance texture.

(2)Underbody Base
Underbody (CD) and induction (Induction) according to requirements.

(3)Cleaning
Remove surface oil and metal debris to prepare for subsequent coating treatment.
(4)Coating Treatment (according to use)
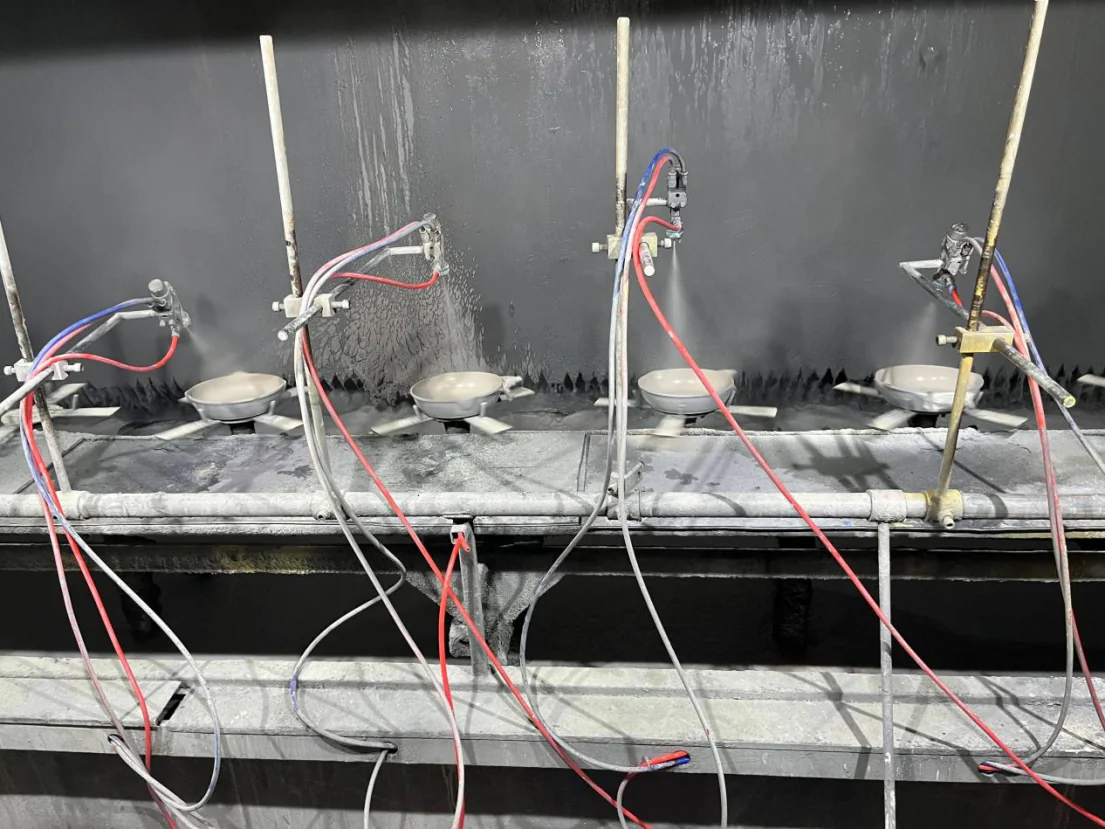
Sandblasting is done first to make the coating firmer; then it is followed by an inner and outer coating
Aluminum pots for cooking are often coated with non-stick coating (such as Teflon) or ceramic coating
Decorative aluminum pots may be electroplated (e.g., chrome, nickel) or painted (to increase aesthetic and weather resistance)

1.7 Quality Control
Check the dimensional accuracy (such as diameter deviation, wall thickness uniformity), appearance (whether there are cracks, depressions, coating peeling) and mechanical properties (such as hardness) of the aluminum pot. The unqualified products should be reworked or scrapped.
1.8 Packaging and Warehousing
The qualified aluminum pot is cleaned and dried, then packed according to the specifications, stored in the warehouse or delivered.

1.9 Summary
The core of die-casting aluminum pots lies in utilizing high-pressure rapid forming. The process can be summarized as: raw material preparation → melting → mold preparation → die casting → post-treatment. Each step requires strict control of parameters (such as temperature, pressure, and speed) to ensure dimensional accuracy, mechanical properties, and visual quality of the aluminum pot. Compared with traditional casting methods, die-casting offers higher production efficiency and precision, making it ideal for mass-producing thin-walled and complex-shaped aluminum products.
“Copy aluminum pot” usually refers to the production of aluminum pots with similar appearance and performance to die-cast aluminum pots through non-die casting processes (such as stamping, drawing, etc.). The core is to use metal plastic processing and forming. The process is relatively simplified, which is more suitable for producing aluminum pots with relatively simple structure.
2. Forged Aluminum Pot Manufacturing Process
Forged aluminum pots are produced through a metal forging and stretching process in which aluminum plates or coils undergo high-pressure stamping and multiple stretching cycles to achieve the final pot shape. Unlike die-casting—which forms pots by injecting molten alloy into a mold—forged aluminum cookware relies on the plastic deformation of solid aluminum materials. The process focuses on sheet selection, precision molding, gradual stretching, and surface finishing to ensure excellent durability, stable performance, and cost-effective production. Forged pots are widely used for soup pots, stock pots, and milk pans due to their lightweight structure and consistent wall thickness.
2.1 Aluminum Material Selection
The imitation pressure aluminum pot is mostly made of pure aluminum (such as 1050, 1060) or aluminum alloy sheet (such as 3003 rust-proof aluminum). These aluminum materials have good ductility and high plasticity, which are suitable for stamping and drawing processing, and the cost is lower than that of die casting alloys.
The raw material is aluminum coil or aluminum plate, and the thickness is determined according to the size and use of the pot (usually 0.5–3 mm). It is necessary to check whether the surface of the plate is smooth, scratch or oxidation defect.
2.2 Raw Material Pretreatment
Cutting: according to the unfolding size of the aluminum pot, cut the aluminum plate/roll into round or square billet (commonly known as “pot sheet”), ensure the size of the billet is accurate, reduce waste in subsequent processing.
Cleaning: remove oil, oxide film and impurities on the surface of the blank (using alkaline solution or special cleaning agent) to avoid impurities in the processing into the aluminum material resulting in surface defects.

2.3 Stamping / Stretching Forming
This is the core process of imitation pressure aluminum pot. The mold applies pressure to the aluminum plate, making it produce plastic deformation and form the basic shape of the pot (body, wall and bottom). According to the structure of the pot, it can be divided into single molding or multiple molding.
2.3.1 Mold Preparation
The mold is usually composed of a convex die (upper die) and a concave die (lower die). The shape of the convex die is consistent with the inner wall of the pot, and the concave die matches the outer wall of the pot. The material is mostly alloy tool steel such as Cr12MoV, which is improved in hardness and wear resistance by heat treatment.
The mold should be reserved a reasonable gap (according to the thickness of aluminum), to avoid excessive compression of aluminum during molding, resulting in cracking or wrinkling.
2.3.2 Stretching Process
First stretching: the pre-treated aluminum slab is placed on the die, and the punch is pressed down to make the aluminum plate gradually close to the mold cavity under the pressure, initially forming the depth and contour of the pot (the edge of the pot may have wrinkles at this time).Multiple stretching cycles (for deep pots): For deep cooking vessels like soup pots or stew pots, perform multiple stretching sessions with incremental depth increases. Implement annealing treatment to eliminate work hardening caused by aluminum’s plastic deformation (increased hardness and reduced ductility), preventing cracks during subsequent stretching. The annealing temperature typically ranges between 300–400°C, followed by slow cooling after holding.Shaping: After the last stretch, the roundness of the pot mouth and the verticality of the pot body are corrected through the shaping mold to ensure the dimensional accuracy.
2.4 Cooking at the Bottom (Optional)
Underbody base: Underbody (CD) and induction (Induction) according to requirements
In order to enhance the thermal conductivity or prevent deformation, some stamped aluminum pots will be welded with a layer of aluminum alloy composite layer (such as aluminum-steel composite bottom) on the bottom of the pot, and the composite layer is pressed and bonded with the body of the pot by stamping.
2.5 Edges and Details
2.5.1 Rim Rolling
Use a curling mold to roll the edge of the pot inward or outward to form a smooth edge (avoid sharp edges to cut hands), and enhance the strength of the pot edge to prevent deformation.
2.5.2 Remove Burrs and Trim
Grind the burrs and scratches on the inside and outside surfaces of the pot to ensure smooth surface; punch or muffle the installation position of the handle to reserve the installation hole.
2.6 Surface Treatment
The surface treatment of the imitation aluminum pot is similar to that of the die-cast aluminum pot, aiming at improving corrosion resistance, beauty and performance.
2.6.1 Polishing / Grinding
Use sandpaper, cloth wheel and other tools to fine grind the pot body, remove the surface processing marks, make the surface smooth and flat, some products will be polished to a mirror effect.2.6.2 Coating Treatment
Sandblasting is done first to make the coating more firm; then it is followed by an inner and outer coating.Non-stick coating: spray non-stick materials such as Teflon (PTFE) and ceramic, which will form a non-stick surface after high temperature curing, so as to facilitate cooking and cleaning (attention should be paid to uniform coating thickness and avoid leakage).
Spray paint / electroplating: For non-cooking use of aluminum pots, high temperature resistant paint may be sprayed or chromium, nickel and other metal layers may be electroplated to improve appearance and weather resistance.

2.7 Assembly and Quality Inspection
2.7.1 Parts Assembly
Install the pot handle (plastic, wood or metal) and fix it to the reserved installation hole with screws or rivets to ensure that it is not loose.
2.7.2 Quality Control
Check whether the size (aperture, depth, wall thickness) of the pot is in line with the standard, and whether there are defects such as deformation, cracks and coating peeling on the body of the pot;
Test the load-bearing and high temperature resistance of the pot handle (for cooking utensils) to ensure safe use.
2.8 Packaging and Warehousing
Clean and dry the qualified aluminum pot, put on a protective film or put it into a packaging box, and pack it in the warehouse according to the specifications.
2.9 Summary
Stretching aluminum pot is a product that is processed into the shape of a pot by metal stretching process (using the plastic deformation of aluminum material). Its process flow pays attention to gradual formation to avoid material cracking, and is suitable for producing aluminum pots with relatively deep body and relatively regular structure (such as soup pot, milk pot, etc.).
Stretching aluminum pot is a product that is processed into the shape of a pot by metal stretching process (using the plastic deformation of aluminum material). Its process flow pays attention to gradual formation to avoid material cracking, and it is suitable for producing aluminum pots with relatively deep body and relatively regular structure (such as soup pot, milk pot).
3. Stretching Aluminum Pot Manufacturing Process
Stretching aluminum pots are manufactured through a metal drawing process, in which flat aluminum blanks are gradually deformed into the shape of a pot under controlled pressure. Unlike die-casting or forging, stretching relies on the natural ductility and plasticity of aluminum, allowing the pot body to be formed in one continuous piece without welding. This process ensures lightweight construction, smooth inner walls, uniform thickness, and excellent structural stability—making it ideal for producing deep and regular-shaped cookware such as soup pots, milk pots, and stock pots. With precise mold control, multiple stretching steps, and annealing cycles, stretching cookware achieves both strength and durability while maintaining cost efficiency.
3.1 Aluminum Material Selection
Stretching aluminum pots require aluminum with excellent ductility and high plasticity. Common choices include:
Pure aluminum:
1050, 1060 (purity ≥ 99.5%), ideal for shallow stretching, excellent ductility.
Aluminum alloys:
3003: manganese alloy, strong rust resistance.
5052: magnesium alloy, higher strength, suitable for deep drawing and durable cookware.
Raw material is aluminum coil or plate, thickness 0.5–2mm depending on pot size. The surface must be free of scratches, oxidation spots, or impurities.
3.2 Cutting of Blanks
Cut circular blanks (or square/oval for special shapes) according to the pot’s unfolded size.
Control cutting precision, error <0.5mm.
Avoid too small blanks (causing insufficient edge during drawing) or too large blanks (material waste).
3.3 Pre-treatment of Blanks
Cleaning:
Use a neutral or alkaline solution to remove surface oil and dust.
Lubrication:
Apply drawing oil (mineral oil + additives) to reduce mold friction and avoid scratches/cracks.
Bottom custom options:
Add CD bottom or induction bottom based on cooking requirements.

3.4 Stretching & Forming (Core Process)
Stretching forms the blank into a pot through mold pressure. Processes differ for shallow vs. deep pots.
3.4.1 Mold Preparation
A complete stretching mold consists of:
Convex mold (upper mold) — forms the inner wall
Concave mold (lower mold) — forms the outer wall
Pressing ring — prevents wrinkling of the blank edge
Mold gap is designed at 10–15% of the material thickness to avoid tearing (too tight) or wrinkling (too loose).
3.4.2 Stretching Process
① First Stretch (Initial Deepening)
The blank is pressed by the pressing ring.
Punch moves downward to form the bottom and side wall.
Pot depth reaches 30–50% of final size.
② Intermediate Stretching (Multiple Deepening)
Used for deep pots (depth > half of diameter).
Key principles:
Each stretch reduces diameter & increases depth.
Follow “deepening coefficient”:
Diameter ratio after each stretch ≥ 0.5–0.8 to avoid overstretching.
Annealing is required between each stretching cycle:
300℃ for pure aluminum
350–400℃ for aluminum alloy
Hold 1–2 hours → slow cooling
This removes work hardening and prevents cracking.
③ Final Stretch (Shaping)
Reaches intended depth and uses shaping molds to correct:
Roundness
Verticality
Aperture error < 0.3mm
Depth error < 0.5mm
3.4.3 Special Structure Treatment (Optional)
Reinforced ribs: pressed during stretching for higher strength.
Composite bottom: aluminum–steel composite bottom can be pressed together after stretching.
3.5 Edge & Detail Processing
3.5.1 Pot Mouth Treatment
Rolling: 5–10mm curled rim for safety and strength.
Edge cutting: trim mouth to precise diameter.
3.5.2 Surface Finishing
Remove burrs and stretching marks using grinding wheels/sandpaper.
Punch or mill handle installation holes.
3.6 Surface Treatment
3.6.1 Grinding & Polishing
Rough grinding: 80–120 grit
Fine polishing: 200–400 grit
Mirror polishing (optional): cloth wheel + polishing paste
3.6.2 Coating Treatment
Non-stick coating:
PTFE / ceramic / titanium sprayed and cured at 200–400℃.
Must be uniform and bubble-free.
High-temperature exterior paint:
Used for outer wall decoration (耐温≥200℃).

3.7 Assembly & Quality Inspection
3.7.1 Assembly
Install handles (plastic, silicone, stainless steel).
Fix by screws, rivets, or welding.
Must pass tensile test: ≥5kg load without deformation.
Install lid fastener if required.
3.7.2 Quality Inspection
Dimension test: diameter, depth, wall thickness.
Appearance test: no dents, scratches, deformation, coating defects.
Performance test:
200℃ heating test (no coating cracks)
Non-stick test (e.g., egg test)
3.8 Packaging & Warehousing
After cleaning and drying:
Add PE protective film
Pack in carton or color box
Store by specification
Conclusion
Aluminum pots can be manufactured through die-casting, forging, or stretching, each offering unique advantages:
Die-cast: high precision, thin walls, suitable for complex shapes.
Forged: durable, uniform thickness, ideal for medium- to deep-sized cookware.
Stretching: seamless one-piece pots, smooth surfaces, excellent structural stability.
Choosing the right method depends on pot design, intended use, and production needs. Each process emphasizes material selection, mold precision, forming control, surface finishing, and quality inspection, ensuring reliable, high-performance aluminum cookware.
4. Frequently Asked Questions
What types of aluminum pots do you manufacture?
We produce three main types of aluminum pots: casting, forging, and deep drawing (stretching) pots. Each type has unique manufacturing processes and features, suitable for different cooking needs.
What are the differences between casting, forging, and deep drawing aluminum pots?
Casting pots allow complex shapes and thin walls, forging pots offer high strength and uniform thickness, while deep drawing pots are seamless, durable, and ideal for deep cookware.
What materials are used in aluminum pot production?
We use high-quality aluminum alloys such as 1050, 1060, and ADC12. These materials ensure durability, heat conductivity, and safe food contact.
How is the surface of aluminum pots treated?
Surfaces are polished, brushed, or coated with food-safe nonstick layers. This improves appearance, prevents corrosion, and enhances cooking performance.
Why is annealing important in forging and deep drawing processes?
Annealing softens the aluminum after multiple stretching or stamping steps, preventing cracks and ensuring the pot retains its shape and strength.
How do you ensure the quality and safety of aluminum pots?
Each pot undergoes dimensional checks, surface inspections, hardness tests, and high-temperature performance tests to meet international food safety standards.
Can your aluminum pots be customized for branding or logos?
Yes, we provide customization options, including engraving, embossing, or printing logos, making your cookware unique for retail or promotional purposes.
Are your aluminum pots suitable for international markets?
Absolutely. Our pots comply with FDA, LFGB, and other international standards, ensuring they are safe and ready for export worldwide.

Nathan is a Kitchenware Compliance & Sourcing Advisor at Auspace Kitchenware, with years in China’s kitchenware sourcing and global market fit. He works with Chinese factories to ensure quality, FDA/CE compliance, and alignment with buyers’ needs.With cross-border trade background, he guides on certification, quality checks, and cost-optimized sourcing. His expertise connects buyers to China’s manufacturers, making him a trusted resource for compliant kitchenware.

-2026061810115174")